
Тоют материалынын касиеттери кызмат мөөнөтүн аныктоодо чечүүчү ролду ойнойтжаак майдалагыч бөлүктөрү. Катуулукту, абразивдүүлүктү, бөлүкчөлөрдүн өлчөмүн жана нымдуулугун башкарган операторлор анын иштөө мөөнөтүн узарта алышатмарганец болот жаак майдалагыч кийүүчү бөлүктөр.
- Жогорку катуулук жана абразивдүүлүк алмаштыруу ылдамдыгын жана энергияны колдонууну жогорулатат.
- Нымдуулук жана жабышчаак жабыштырууга алып келип, көбүрөөк тейлөөгө алып келиши мүмкүн.
- Туруктуу тоют өлчөмү токтоп калуулардын алдын алууга жардам берет жана майдалагычтын иштешин жакшыртат.
Туура тандоожаак майдалагыч машинажанамайдалагыч бөлүктөрүчыгымдарды азайтат жана натыйжалуулугун жогорулатат.
Негизги алып салуулар
- Тоют материалдарынын катуулугу жана абразивдүүлүгү жаак майдалагыч тетиктеринин эскиришин бир топ жогорулатат, ошондуктан операторлор орнотууларды тууралап, тетиктин иштөө мөөнөтүн узартуу үчүн күчтүү материалдарды тандап алышы керек.
- Тоюттун өлчөмүн көзөмөлдөө жана чоң таштарды же майдаларды жок кылуу бир калыпта эмес эскирүүнүн жана бөгөттөрдүн алдын алууга жардам берет,майдалагычтын натыйжалуулугужана техникалык тейлөөнү кыскартуу.
- Ным жана жабышчаак материалдар майдалагычтын тетиктерине тыгылып калууга жана кошумча стресске алып келет, ошондуктан кургатуу жана сүзүү аркылуу нымдуулукту башкаруу майдалагычтардын үзгүлтүксүз иштешин камсыздайт.
- Оңду тандоожаак табак материалдаржана тоют касиеттерине негизделген конструкциялар эскирүү мөөнөтүн көбөйтүп, токтоп калуу убактысын азайтат.
- Тозууну эрте аныктоо жана майдалагычтардын эффективдүү иштешин камсыз кылуу үчүн үзгүлтүксүз текшерүү, туура тейлөө жана операторду окутуу зарыл.
Негизги Feed Материал касиеттери жана Jaw Crusher Machine Wear
Тоют материалынын катуулугу
Катуулугу жаак майдалагычтын эскиришине таасир этүүчү эң маанилүү касиеттердин бири катары өзгөчөлөнөт. Гранит же базальт сыяктуу катуу тектер майдалоо үчүн көбүрөөк күчтү талап кылат. Бул кошумча күч жаак плиталарындагы жана лайнерлердин стрессин жогорулатат. Операторлор жаак майдалагыч машинага катуураак материалдарды бергенде, плиталар кесүү жана майдалоонун эскиришине дуушар болушат. Изилдөөлөр көрсөткөндөй, жогорку кысуу күчү жана сынууга катуулугу бар тектер тезирээк эскирүүгө алып келет. Операторлор көбүнчө кичине, катуураак бөлүкчөлөрдү иштетүүдө жаактардын бошотуучу учу биринчи эскирип турганын байкашат. Майдаткычтын орнотууларын тоюттун катуулугуна жараша тууралоо эскирүүнү азайтууга жана тетиктин иштөө мөөнөтүн узартууга жардам берет.
Абразивдүүлүк жана минералдык курамы
Abrasiveness жана минералдык курамы, ошондой эле кийим үлгүлөрү негизги ролду ойнойт. Кварцит жана гранит сыяктуу минералдар өтө абразивдүү болуп саналат. Бул минералдар жаак плиталарына каршы майдаланып, беттин тез бузулушуна алып келет. Эгерде тоюттун курамында абразивдүү минералдар көп болсо, стандарттуумарганец болот лайнерлеритез эскирип калышы мүмкүн. Жогорку хромдуу темир же композиттик эритмелер сыяктуу лайнердин туура материалын тандоо бул түрдөгү эскирүүгө каршы турууга жардам берет. Операторлор тоюттун булганышын да байкап турушу керек, анткени тебеленген темир же чоң тектер четтери майдаланып, жарака кетиши мүмкүн.
Кеңеш: Токтун минералдык курамына лайнер материалын дал келтирүү эскирүү мөөнөтүн беш эсеге чейин узартып, тейлөө чыгымдарын азайтат.
Бөлүкчөлөрдүн өлчөмү жана өлчөмүн бөлүштүрүү
Бөлүкчөлөрдүн өлчөмү жана анын бөлүштүрүлүшү түздөн-түз жаак пластинкаларын алмаштырууну талап кылат. Жемдин курамында чоң көлөмдөгү таштар болгондо, жаак плиталарынын айрым жерлери кайра-кайра соккуларды алышат. Бул бир калыпта эмес эскирүү жана тез-тез алмаштырууга алып келет. Тоюттагы ашыкча майдалар тосулуп калышы мүмкүн, бул да плиталардын иштөө мөөнөтүн кыскартат. Жакшы көзөмөлдөнгөн тоют өлчөмүн бөлүштүрүү бир калыпта эскирүүгө жана туруктуу иштөөгө өбөлгө түзөт. Тоюттун көлөмүн көзөмөлдөгөн жана тууралаган операторлор операциялык чыгымдарды азайтып, жаак майдалагыч машинанын натыйжалуу иштешин камсыздай алышат.
Нымдуулук жана жабышчаак
Тоют материалындагы нымдуулук жаак майдалагычтын иштешинде чоң роль ойнойт. Тоют материалы жогорку нымдуулукту камтыса, өзгөчө майда же чопо менен аралаштырганда, ал көп учурда операциялык кыйынчылыктарга алып келет. Жабышкак материалдар майдалагычтын ичиндеги беттерге жабышып калат. Бул жабышчаак, майдалоо процессин үзгүлтүккө учуратып, бүтөлүп калуу деп да белгилүү.
Операторлор көбүнчө чопо сыяктуу нымдуу майда материалдар оңой менен ажырабай турганын байкашат. Анын ордуна, бул материалдар майдалоочу камеранын ичиндеги жыш массага жыш. Бул процесс, "блин" деп аталган, майдалагычтын моторуна жүктөлгөн жүктү көбөйтөт. Эгер текшерилбесе, куймак майдалагычты толугу менен токтотушу мүмкүн. Нымдуулук жаак плиталарынын же лайнерлердин эскирүү ылдамдыгын түздөн-түз жогорулатпаса да, натыйжада бүтүп калуу жана мотордун ашыкча жүктөлүшү эффективдүүлүктү төмөндөтүп, убакыттын өтүшү менен тезирээк эскирүүгө алып келиши мүмкүн.
Бир нече практикалык кадамдар тоют материалындагы нымдуулукту жана жабышчаакты башкарууга жардам берет:
- 5% дан төмөн нымдуулукту азайтуу үчүн тоютту алдын ала кургатуу материалдын жабышып калышынан сактайт.
- Майдалагычты азыктандыруудан мурун майдаларды текшерүү бүтүп калуу коркунучун азайтат.
- Тоют чуңкурларына тефлон менен капталган беттер сыяктуу жабышка каршы лайнерлерди орнотуу материалдын адгезиясын азайтат.
- Материалдын агымын кайра багыттоо үчүн тосмолор дубалдарын колдонуу, айрыкча титирөөчү фидерлер менен, тыгынды дагы азайтат.
Эскертүү: Нымдуулук деңгээлин көзөмөлдөгөн жана алардын процесстерин тууралаган операторлор майдалагычтын жылмакай иштешин камсыздап, эскирүүчү тетиктердин иштөө мөөнөтүн узарта алышат.
Тоют материалындагы нымдуулукту жана жабышчаакты башкаруу майдалагычтын ишенимдүүлүгүн гана жакшыртпастан, ошондой эле техникалык тейлөөгө кеткен чыгымдарды азайтат. Бул кадамдарды жасоо менен операторлор жаак майдалагыч машиналар татаал материалдарды иштеткенде да натыйжалуу иштешин камсыздайт.
Жаак майдалагыч машина тетиктерине тоют касиеттеринин таасири
Катуулуктун жаак пластинасынын жана лайнердин эскиришине тийгизген таасири

Тоют материалынын катуулугу жаак плиталарынын жана лайнерлердин эскиришине түздөн-түз таасир этет. Гранит же кварцит сыяктуу катуураак тектер талкалануу үчүн көбүрөөк күчтү талап кылат. Бул көбөйгөн күч жаак майдалагычтын контакт беттеринде жогорку стресске алып келет. Убакыттын өтүшү менен катуу материалдардын кайталанган соккулары кескичтин эскиришине алып келет, ал жаак плиталарында терең чийик, оюк жана чуңкур катары пайда болот. Операторлор майдалоочу зоналар эң катуу эскирүүгө дуушар болорун, айрыкча катуулугу жогору рудаларды иштетүүдө байкашат.
Чарчоонун эскириши жаак пластинкалары кайра-кайра кысуу жана сокку жүктөргө туш болгондо да пайда болот. Жаракалар пайда болуп, акырындап жайылып, акыры морт сыныктарга алып келет. Таштарды майдалагычка биринчи кирген азыктандыруу зонасы бул түрдөгү зыянга өзгөчө аялуу.Жогорку марганец болот жаак плиталарбул эскирүүнүн кээ бирлерине туруштук бере алышат, анткени алар иштөө учурунда катуулашат, бирок бул материалдар да өтө катуу тоютка дуушар болгондо чектөөлөргө ээ.
Кеңеш: Кирүүчү материалдын катуулугун үзгүлтүксүз көзөмөлдөө операторлорго майдалагычтын жөндөөлөрүн тууралоого жана лайнердин материалдарын туура тандоого жардам берип, күтүүсүз токтоп калуу убактысын азайтат.
Абразивдүү минералдар жана жер бетинин бузулушу
Кварц же кремний диоксиди сыяктуу тоюттун курамындагы абразивдүү минералдар беттин деградациясын тездетет.жаак майдалагыч бөлүктөрү. Лабораториялык абразия сыноолору, анын ичинде тиштерди ачуу сыноолору, чыныгы дүйнөдөгү эскирүү моделдери менен бекем байланышты көрсөтөт. Бул сыноолор абразивдүү минералдар жаак пластинкаларынын жана лайнерлердин бетинде микроплугация, микро кесүү жана микрокрекингге алып келерин аныктайт. Абразивдик бөлүкчөлөр металлга тайып, басканда, алар майда сыныктарды алып салышат, бул көлөмдүн жоголушуна жана беттердин орой болушуна алып келет.
Талаа изилдөөлөрү абразивдүү минералдардын болушу жер бетинин эскирүү ылдамдыгын жогорулатарын тастыктайт. Негизги кийүү механизмдери төмөнкүлөрдү камтыйт:
- Төмөн стресс тырмалуу абразия:Бөлүкчөлөр көп кысылбай бетинен жылганда пайда болот.
- Жогорку стресстеги майдалоочу абразия:Кичинекей бөлүкчөлөр басым астында бетке майдаланганда пайда болот.
- Тийиштүү абразия:Чоң, катуу бөлүкчөлөрдүн жаак плиталарына тийип, кысуу натыйжасы.
Төмөнкү таблица жалпы кийүү моделдерин жана алардын себептерин жалпылайт:
| Кийүү үлгү түрү | Description | Себеп/Таасир кылуучу факторлор | Jaw Plate аймагы | Күчтүн мүнөздөмөлөрү |
|---|---|---|---|---|
| Кесүүчү кийим | Терең сызыктар, оюктар жана чуңкурлар | Рудалар менен кайталанган сокку жана экструзия | Майдалоо зоналары (M, ML, L) | Жогорку нормалдуу, орточо тангенциалдык |
| Чарчаган кийим | Жаракалар жана морт сыныктар | Узак мөөнөттүү кайталануучу таасир | Азыктандыруу зонасы (H) | Жогорку нормалдуу, төмөнкү тангенциалдык |
| Abrasive Wear | тырмалоо, майдалоо, оюп алуу | Бөлүкчөлөрдүн өлчөмү, катуулугу, кысуу/кыюу | Майдалоо зоналары (M, ML, L) | Жогорку нормалдуу жана тангенциалдык |
| Коррозия кийими | Нымдуулуктан улам кычкылдануу | Тоюттун нымдуулугу | Бардык аймактар | Химиялык кийим |
Катуулугу, катаалдыгы жана микроструктурасы сыяктуу материалдык касиеттери жаак майдалагычтын тетиктери абразивдүү эскирүүгө канчалык туруштук бере аларына таасир этет. Тозоктун геометриясынын өзгөрүшү майдалагычтын иштешине таасирин тийгизиши мүмкүн, бул үзгүлтүксүз текшерүүнү маанилүү кылат.
Өтө чоң тоют жана мазмундун таасири
Жем өлчөмүн бөлүштүрүү жаак пластинасынын жана лайнердин эскиришинде чоң роль ойнойт. Чоң өлчөмдөгү тектер жаак плиталарында топтолгон сокку зоналарын түзөт. Бул таасирлер бирдей эмес эскирүүгө алып келет, кээ бир жерлер башкаларга караганда тезирээк эскирет. Чоң бөлүкчөлөр майдалагычка киргенде, алар ошондой эле терең оюктарга жана чуңкурларга алып баруучу тиштин сүрүлүшүнө алып келиши мүмкүн.
Тоюттагы ашыкча айыптар башка кыйынчылыкты жаратат. Майда бөлүкчөлөр чоңураак тектердин ортосундагы боштуктарды толтуруп, бөгөт коюу коркунучун жогорулатат. Бул тосмолор майдалагычты катуураак иштөөгө мажбурлап, температураны жана эскирүүчү бөлүктөргө стрессти көтөрөт. Убакыттын өтүшү менен бул абразивдик жана чарчоону тездетет, айрыкча майда бөлүкчөлөр абразивдүү минералдарды камтыса.
Операторлор бул тобокелдиктерди башкара алат:
- Тоют материалы майдалагычка кире электе ашыкча майдаларды кетирүү үчүн скрининг.
- Өтүп жаткан материалдын өлчөмүн көзөмөлдөө үчүн жабык каптал жөндөөсүн (CSS) тууралоо.
- Чоң өлчөмдөгү тектердин үлүшүн көзөмөлдөө жана тоюттун түзүлүшүн тууралоо.
Эскертүү: Тоюттун ырааттуу өлчөмү жана көзөмөлгө алынган майдалардын мазмуну жаак майдалагыч машинанын эффективдүүлүгүн жана иштөө мөөнөтүн жакшыртып, жаак плиталарынын бирдей эскиришине жардам берет.
Нымдуулукка байланыштуу эскирүү механизмдери
Тоют материалындагы ным жаак майдалагычтын тетиктеринин иштөө учурунда эскиришин өзгөртө алат. Суу майдалагычтын ичиндеги шарттарга жараша майлоочу жана эскирүүнүн катализатору катары кызмат кылат. Операторлор кургак, эркин аккан тектерге салыштырмалуу нымдуу же жабышчаак материалдарды иштетүүдө ар кандай эскирүү моделдерин көрүшөт.
Нымдуулуктун кийимге тике таасири:
- Суу таш менен жаак пластинкасынын ортосунда ичке пленканы түзө алат. Бул пленка кээде сүрүлүүнү азайтат, бул абразивдүү эскирүүнү жайлатат.
- Көп учурларда ным майда бөлүкчөлөр жана чопо менен аралашат. Бул аралашма жаак пластинкаларына жана лайнерлерине жабышкан жабышчаак пастаны түзөт.
- Жабышкак материал майдалагычтын бетинде нымдуу майда катмарлар пайда болгон "блин" пайда кылат. Бул катмарлар абразивдүү бөлүкчөлөрдү кармап, металлга майдалоо аракетин күчөтөт.
Кыйыр таасирлери жана экинчилик зыяны:
- Нымдуулук, айрыкча, суу менен реакцияга кирген минералдар менен кошулганда коррозияга өбөлгө түзөт. Коррозия жаак пластинкаларынын жана лайнерлердин бетин алсыратып, аларды механикалык эскирүүгө алсыз кылат.
- Нымдуу тоют материалы көбүнчө бөгөттөргө алып келет. Майдагыч тыгылып калганда, машина тоскоолдукту тазалоо үчүн көбүрөөк иштеши керек. Бул кошумча күч эскирүүчү бөлүктөргө стрессти жогорулатат.
- Жогорку нымдуулук бирдей эмес эскирүүгө алып келиши мүмкүн. Жаак пластинкасынын кээ бир жерлери нымдуу материал менен жабылса, башкалары ачык бойдон калуусу мүмкүн. Бул айырмачылык эскирүүнүн эскиришине алып келет жана бөлүктөрүнүн жалпы иштөө мөөнөтүн кыскартат.
Эскертүү:Операторлор тоюттун нымдуулугун да, майда-чуйдалардын турун да текшерип турушу керек. Чопога бай материалдар таза, нымдуу кумга караганда катуу эскирүүгө алып келет.
Нымдуулукка байланыштуу эскирүүнүн жалпы механизмдери:
| Механизм | Description | Типтүү натыйжа |
|---|---|---|
| Майлоо эффекти | Суу пленкасы сүрүлүүнү азайтат | Жайыраак абразивдүү кийүү |
| Панакинг/Курулуш | Жабышкак майдалар беттерге жабышат | Майдалоо жана эскирүү көбөйдү |
| Коррозиялык кийим | Суу жана минералдар химиялык реакцияларды жаратат | Дат, чуңкур, беттин жоголушу |
| Блокировкадан келип чыккан стресс | Нымдуу материал майдалагычты бүтөп, жүктү көтөрөт | Тездетилген чарчоо жана эскирүү |
| Тегиз эмес кийим үлгүлөрү | Ным кээ бир жерлерди коргойт, башкаларды ачыкка чыгарат | Жамааттык, күтүүсүз эскирүү |
Нымга байланыштуу кийимди башкаруу үчүн практикалык кадамдар:
- Операторлор майдалоодон мурун ашыкча майдаларды жана чополорду алып салуу үчүн тоют материалын алдын ала экрандан чыгара алышат.
- Ным сенсорлорду орнотуу тоют шарттарындагы өзгөрүүлөргө көз салууга жардам берет.
- Чуңкурларга жана майдалагыч беттерине жабышка каршы лайнерлерди же каптоолорду колдонуу материалдын топтолушун азайтат.
- Үзгүлтүксүз тазалоо жана текшерүү коррозиядан жана бөгөттөөлөрдөн узак мөөнөттүү зыяндын алдын алат.
Кеңеш:Тоюттагы нымдуулукту жана майдаларды көзөмөлдөгөн операторлор жаак майдалагыч тетиктеринин иштөө мөөнөтүн узартып, пландан тышкары токтоп калууларды кыскарта алышат.
Нымга байланыштуу эскирүү механизмдери өнөр жай майдалоодо уникалдуу кыйынчылыктарды жаратат. Бул эффекттерди түшүнүү менен операторлор тоют даярдоо, майдалагыч орнотуулар жана тейлөө графиктери жөнүндө жакшыраак чечим кабыл алышат. Бул билим узунураак бөлүктүн иштөөсүнө жана майдалагычтын ишенимдүү иштешине алып келет.
Өнөр жай Case Studies: Jaw Crusher Machine Performance

Жогорку катуулуктагы руданы кайра иштетүү
Тоо-кен иштеринде көбүнчө гранит же кварцит сыяктуу катуулугу өтө жогору рудалар иштетилет. Бул материалдар жаак майдалагычтын тетиктерине катуу басым жасайт. Операторлор бул катуу тектерди майдалоодо жаак плиталары менен лайнерлердин тез эскирерин байкашат. Жогорку марганец болоттон жасалган плиталар бул эскирүүгө каршы турууга жардам берет, анткени алар колдонуу учурунда катуураак болуп калат. Бир тоо-кен тармагында операторлор атайын тиш профили бар ыңгайлаштырылган жаак плиталарына өтүштү. Бул өзгөртүү эскирүү мөөнөтүн жакшыртты жана техникалык тейлөө үчүн өчүрүүлөрдүн санын азайтты. Дайыма текшерүү жана эскирген тетиктерди өз убагында алмаштыруу майдалагычтын үзгүлтүксүз иштешин камсыз кылды. Операторлор машинага ашыкча жүк түшүрбөө үчүн тоюттун түзүлүшүн да тууралашты.
Абразивдик агрегат өндүрүшү
Базальтты же кварцка бай шагылды майдалоо сыяктуу абразивдүү агрегаттарды өндүрүү жаак майдалагыч тетиктери үчүн катаал чөйрөнү түзөт. Операторлор бул жөндөөлөрдөн жогорку абразия жана таасирлүү күчтөрдү көрүшөт. Алар жаак пластинкалары үчүн марганец болот сыяктуу жогорку сапаттагы материалдарды колдонушат, анткени анын иш-катуу касиеттери бар. Пластинкалардын формасы жана тиш профили эскирүүнү башкарууда негизги ролду ойнойт. Белгилүү бир агрегат үчүн эскирүүчү бөлүктөрдү ыңгайлаштыруу эскирүүнү бир калыпта бөлүштүрүүгө жардам берет жана натыйжалуулукту жогорулатат. Бул чөйрөлөрдөгү операторлор техникалык тейлөөнүн катуу графиктерин аткарышат. Алар күтүлбөгөн каталарды болтурбоо үчүн тетиктерди керектүү убакта алмаштырышат.
- Жаак майдалагычтын эскирүүчү бөлүктөрү абразивдик агрегаттарды өндүрүүдө олуттуу абразияга жана соккуга дуушар болушат.
- Жогорку сапаттагы материалдар жана атайын дизайн эскирүүгө каршы турууга жана натыйжалуулугун жогорулатууга жардам берет.
- Тейлөө мөөнөтү эскирүү мөөнөтүн оптималдаштыруу үчүн абдан маанилүү болуп саналат.
Төмөнкү таблица абразивдүү жана аз абразивдүү колдонмолордун ортосундагы айырмачылыктарды жалпылайт:
| Колдонмо түрү | Wear Rate | Колдонулган материал | Тейлөө муктаждыктары |
|---|---|---|---|
| Абразивдүү агрегат | Жогорку | Марганец болот | Тез-тез, пландаштырылган |
| Less Abrasive | Төмөнкү | Стандарттык эритмелер | Азыраак |
Кайра иштетүү тиркемелериндеги өзгөрүлмө тоют өлчөмү
Кайра иштетүү операциялары көбүнчө өлчөмү жана формасы боюнча ар кандай тоют материалы менен алектенет. Бул өзгөргүчтүк жаак майдалагыч машинанын иштешине жана бөлүктүн узактыгына таасирин тийгизет. Операторлор кээде тыгында чоң же кызыктай формадагы бөлүктөр камтылганда машинанын токтоп калышын көрүшөт. Майдалоочу жаактын жылышы тоюттун бийиктигине жараша өзгөрөт, бул натыйжалуулукка таасирин тийгизет. Кайра иштетүү үчүн жаак майдалагычты тандоодон мурун, операторлор материалдык мүнөздөмөлөрдү жана күтүлгөн тоют көлөмүн талдап чыгышат. Энергияны колдонуу материалдын бекемдигине жана майдалагычтын тешиктеринин өлчөмүнө да көз каранды. Жогорку бышык бетонду майдалоо жумшак материалдарга караганда алда канча көп энергияны сарптайт. Апертуранын кичине өлчөмдөрү да энергия керектөөнү көбөйтөт. Бул факторлор өзгөрүлмө тоют өлчөмү жана материалдык касиеттери майдалагычтын иштешинде жана бөлүктөрүнүн эскиришинде чоң роль ойноорун көрсөтүп турат.
Тоюттун көлөмүн көзөмөлдөгөн жана майдалагычтын жөндөөлөрүн тууралаган операторлор эскирүүнү азайтып, кайра иштетүү колдонмолорунун натыйжалуулугун жогорулата алышат.
Жаак майдалагыч машинанын иштөөсүндөгү эскирүүнү көзөмөлдөө жана азайтуу
Жаак пластина жана лайнер материалдарын тандоо
Туура тандоожаак пластина жана лайнер материалдарыөнөр жай майдалагычтардын эскиришин азайтуу үчүн абдан маанилүү. Операторлор көбүнчө тоюттун катуулугуна жана абразивдүүлүгүнө жараша марганец болоттун сортторун тандашат. Төмөнкү таблица жалпы материалдарды жана алардын натыйжалуулугун салыштырат:
| Материалдын түрү | Негизги касиеттери | Катуу/абразивдүү материалдарга ылайыктуу | Mn18Cr2 менен салыштырганда Wear Life |
|---|---|---|---|
| Mn14Cr2 | Жогорку соккуга, тырышууга туруктуулук | Жумшак же абразивдүү эмес таштар | Базалык |
| Mn18Cr2 | Мыкты иш-катуу, абразияга туруктуулук | Орточо жана оор, абразивсиз таштар | Базалык |
| Mn22Cr2 | Жогорку абразияга туруктуулук, узак эскирүү мөөнөтү | Катуу жана абразивдүү таштар | Mn18Cr2ден узуну |
| TIC Inserts | Абдан катуулугу, соккуга туруктуу | Абдан катуу жана абразивдүү материалдар | Mn18Cr2ден 1,5-2,5 эсе узун |
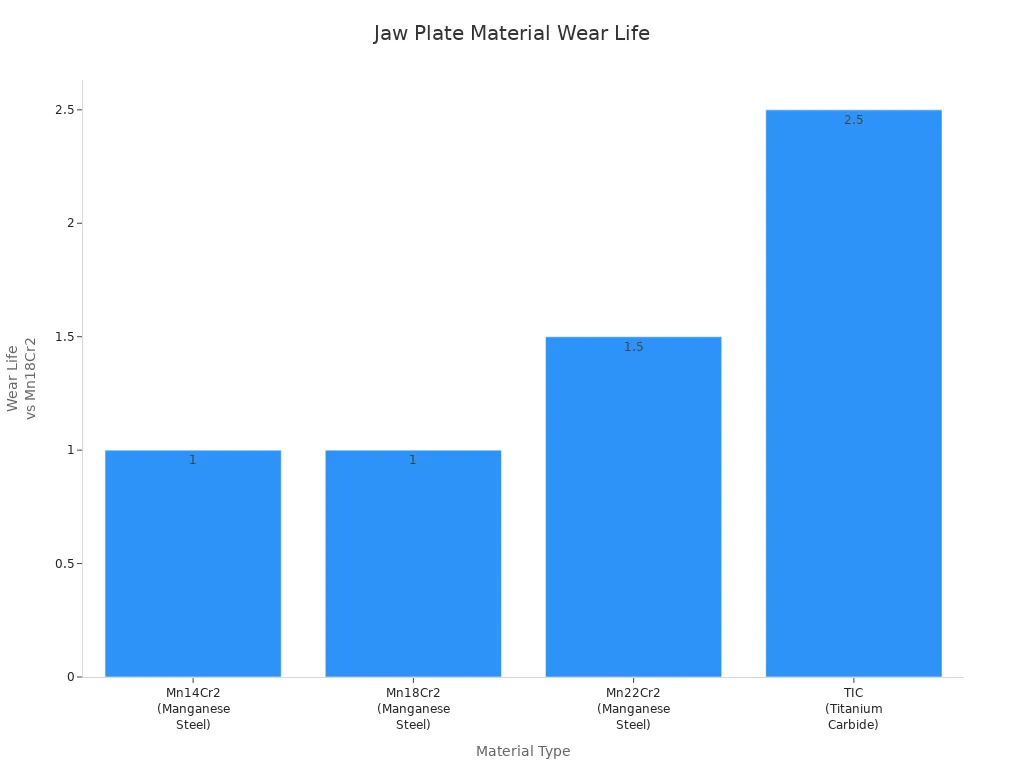
Катуу же абразивдүү тоют материалдарын иштеткен операторлор көбүнчө Mn22Cr2 же TIC кыстаруу пластинкаларын эскирүү мөөнөтүн узартуу жана токтоп калуу убактысын кыскартуу үчүн тандашат.
Майдалагычтын жөндөөлөрүн жана тоютту жөнгө салуу
Туура майдалагыч орнотуулары жана тоют механизмдери жаак плиталарынын жана лайнерлердин иштөө мөөнөтүн узартууга жардам берет. Операторлор бир нече стратегияны колдонушат:
- Ин-линиядагы азыктандыруу материалды майдалагычтын тешигине тууралап, бүтөлүүнү жана бирдей эмес эскирүүнү азайтат.
- Муунткуч менен азыктандыруу камераны жок эле дегенде 80% толтурат, бул бирдиктүү эскирүүнү жана эффективдүү майдалоону камсыз кылат.
- Алдын ала скрининг бүтөлүп калышын жана бирдей эмес эскиришин алдын алуу, майда жана ашыкча материалды жок кылат.
- Жакшы сорттолгон тоют туруктуу өткөрүмдүүлүктү камсыз кылат жана локалдуу эскирүүнү азайтат.
- Тоюттун курамындагы металлды чектөө компоненттерди бузулуудан коргойт.
Жабык тараптын жөндөөсүн тууралоо, ошондой эле кысуу бурчун жана майдалоонун натыйжалуулугун көзөмөлдөйт. Ынтымактуу муунтуучу азыктандыруу жана туура орнотуулар бир калыптагы эскирүү ылдамдыгын сактап, жаак майдалагыч машинанын узак кызмат мөөнөтүн жакшыртат.
Тейлөө стратегиялары жана эскирүү мониторинги
Натыйжалуу тейлөө стратегиялары эскирүүнү азайтат жана күтүлбөгөн каталарды алдын алат. Операторлор төмөнкүлөргө таянышат:
- Профилактикалык тейлөө, ал пландуу текшерүүлөрдү жана бузулуулар болгонго чейин бөлүктөрдү алмаштырууну камтыйт.
- Болжолдуу тейлөө, анормалдуу шарттарды эрте аныктоо жана өз убагында оңдоону пландаштыруу үчүн сенсорлорду жана мониторинг куралдарын колдонуу.
- Ультрадыбыстық сенсорлор жана телематика сыяктуу өркүндөтүлгөн мониторинг системалары тоют деңгээли жана жабдуулардын абалы жөнүндө реалдуу убакыт режиминде маалыматтарды берет.
Операторлор бул стратегияларды эскирүүнүн жүрүшүнө көз салуу жана керек болсо операцияларды тууралоо үчүн колдонушат. Реалдуу убакыт режиминде мониторинг жана автоматташтыруу материалдын туруктуу агымын сактоого, эскирүүнү азайтууга жана майдалагычтын ишин жакшыртууга жардам берет.
Кеңеш: Профилактикалык жана алдын ала тейлөөнү заманбап мониторинг технологиясы менен айкалыштыруу бөлүктүн иштөө мөөнөтүн узартууга жана пландаштырылбаган өчүрүүлөрдү азайтууга алып келет.
Кеңейтилген бөлүктүн иштөө мөөнөтү үчүн болжолдоочу ыкмалар
Заманбап өнөр жай операциялары жаак майдалагыч машиналарды эффективдүү иштетүү үчүн болжолдуу тейлөөгө таянат. Болжолдуу ыкмалар көйгөйлөрдү зыян келтире электе аныктоо үчүн технологияларды жана үзгүлтүксүз мониторингди колдонот. Операторлор жаак майдалагыч бөлүктөрүнүн иштөө мөөнөтүн бул акылдуу практикаларды аткаруу менен узарта алышат:
- Майлоочу майдын температурасын жана чыпкасынын абалын көзөмөлдөө үчүн сенсорлорду орнотуңуз. Өзгөртүүлөрдү эрте аныктоо мүмкүн болуучу көйгөйлөрдү билдирет.
- Күнүмдүк, жумалык жана айлык текшерүүлөрдү деталдуу текшерүү баракчаларын колдонуу менен пландаштырыңыз. Үзгүлтүксүз текшерүүлөр эскирүүнүн оорлошуна чейин жардам берет.
- ZGMn13 сыяктуу жогорку марганецти камтыган жаак плиталарын тандаңыз. Бул материалдар оор шарттарда узакка созулат.
- Болтторду жана гайкаларды тартыңыз жана тиш чокуларын өрөөндөргө тууралаңыз. Туура чогултуу тегиз эмес эскирүүнү жана бөлүктүн эрте иштебей калышын алдын алат.
- Вибрацияны азайтуучу шаймандарды кошуңуз жана тоют ылдамдыгын көзөмөлдөңүз. Бул кадамдар майдалагычтагы стрессти азайтат жана эскиришин жайлатат.
Болжолдуу тейлөөнү колдонгон операторлор күтүлбөгөн бузулуулар азыраак болуп, бөлүктүн иштөө мөөнөтү узарат.
Чыныгы дүйнөдөгү маалыматтар бул стратегиялардын таасирин көрсөтөт. Төмөнкү таблицада болжолдуу тейлөөнүн негизги жакшыртуулары көрсөтүлгөн:
| Performance Metric | Жакшыртуу статистикасы | Таасирдин сүрөттөлүшү |
|---|---|---|
| майдалагыч бөлүктөрүнүн кызмат мөөнөтүн узартуу | 30% чейин | Жогорку сапаттагы материалдар жана алдын ала кам көрүү алмаштырууну азайтат. |
| токтоп калууларды кыскартуу | 30% чейин | Акылдуу сенсорлор жана эрте аныктоо пландаштырылбаган аялдамаларды кыскартат. |
| Техникалык тейлөөгө кеткен чыгымдарды үнөмдөө | 30% чейин | Муктаждыктарга негизделген тейлөө чыгымдарды азайтат. |
| Wear бөлүгүнүн иштөө мөөнөтүн узартуу (AI башкарган) | 15-20% | AI жана автоматташтыруу туруктуулукту жогорулатат. |
| Лайнерди алмаштыруу жыштыгын азайтуу | 35% | Божомолдоочу инструменттер лайнерди өзгөртүүнү билдирет. |
| Кийилүү бөлүгүнүн иштөө мөөнөтүн көбөйтүү (автоматташтыруу) | 2-4 жолу | Автоматташтырылган оптималдаштыруу бөлүктүн иштөө мөөнөтүн кыйла узартат. |
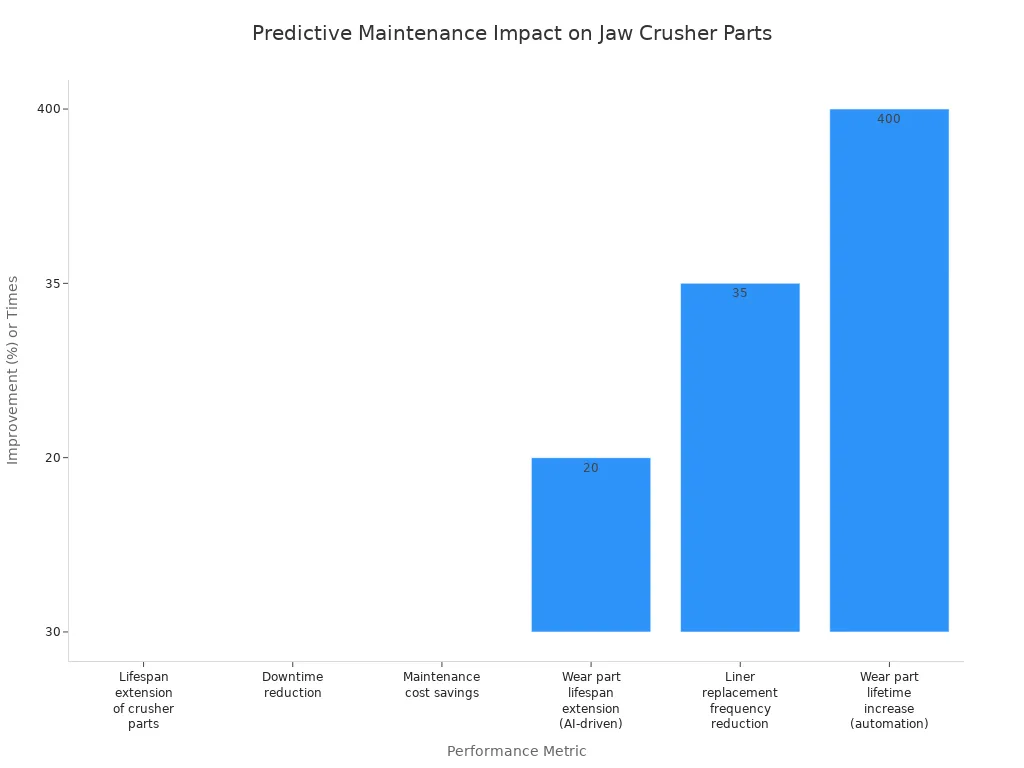
Акылдуу майдалагычты башкаруу системалары, алдыңкы операцияларда колдонулгандар сыяктуу, эскирүүчү бөлүгүнүн иштөө мөөнөтүн 15-20% га көбөйттү. Иштебей калуу окуялары 40% га, ал эми лайнерди алмаштыруу жыштыгы 35% га төмөндөдү. Температураны, титирөөнү жана эскирүүнү көзөмөлдөгөн сенсорлор операторлорго катачылыктар болгонго чейин аракеттенүүгө жардам берет. Бул реактивдүү тейлөөдөн болжолдуу тейлөөгө өтүү машиналарды узакка иштетип, акчаны үнөмдөйт. Болжолдуу ыкмалар операторлорго жаак майдалагычтын иштөөсүнө көбүрөөк көзөмөл жана ишеним берет.
Jaw Crusher Machine Part Life оптималдаштыруу үчүн мыкты тажрыйбалар
Жаак пластинасынын материалын тоюттун мүнөздөмөсүнө дал келтирүү
Туура жаак пластинасынын материалын жана дизайнын тандоо майдалагычтын бөлүгүнүн иштөө мөөнөтүн көбөйтүү үчүн абдан маанилүү. Операторлор төмөнкүлөргө тийиш:
- Материалдын абразивдүүлүгүнө жараша жаак плитасынын эритмелерин тандаңыз. M1 эритмеси акиташ сыяктуу аз абразиялуу материалдар үчүн жакшы иштейт. М2, M7, M8 же M9 сыяктуу премиум эритмелер гранит же темир рудасы сыяктуу абразивдүү материалдар үчүн жакшыраак.
- Тиш үлгүлөрүн тоютка дал келтириңиз. Кең тиштер (WT) таңгактанууга жол бербөө менен майдаланган тоюттарга жардам берет. Курч тиштер (ST) тайгаланууну азайтып, кабыктай же бурчтуу азыктанат. Орой гофрленген (CC), оор жүк (HD) же өтө жоон (UT) плиталар абразивдүү азыктарга туруштук берет.
- Майдалагыч моделинин сунуштарын аткарыңыз. Мисалы, CJ615 майдалагычтары көбүнчө абразивдүү тоют үчүн M8 эритмеси менен Coarse Corrugated же Heavy Duty плиталарын колдонушат.
- Бир калыпта эскирүүнү камсыз кылуу жана эң жакшы кысуу бурчун сактоо үчүн жаак пластинкаларын алардын иштөө циклинде айлантыңыз.
- Жабык каптал жөндөөлөрү жана кысуу бурчу сыяктуу майдалагыч жөндөөлөрүн тоют касиеттерине дал келүү үчүн тууралаңыз.
Жаак пластинасынын материалы менен дизайнын азыктандыруу өзгөчөлүктөрүнө дал келүү аткарууну оптималдаштырууга жана тетиктин иштөө мөөнөтүн узартууга жардам берет.
Үзгүлтүксүз текшерүү жана өз убагында алмаштыруу
Күнүмдүк текшерүү жана эскирген тетиктерди тез алмаштыруу майдалагычтардын натыйжалуу иштешин камсыз кылат. Операторлор төмөнкүлөрдөн пайда алышат:
- Жаак плиталарын, подшипниктерди жана башка тетиктерди үзгүлтүксүз текшерүү аркылуу эскирүүнү жана бузулууну эрте аныктоо.
- эскирген бөлүктөрүн өз убагында алмаштыруу, андан ары бузулушуна жол бербейт жана майдалоонун натыйжалуулугун сактайт.
- Кыймылдуу тетиктерди туура майлоо, сүрүлүүнү азайтуу жана машинанын иштөө мөөнөтүн узартуу.
- Көйгөйлөр жөнүндө операторлорду эскерткен мониторинг системалары, эрте тейлөөнү колдоо жана оңдоо чыгымдарын төмөндөтүү.
Тейлөөнүн ырааттуу графиги, анын ичинде текшерүүлөр жана бөлүктөрдү өз убагында алмаштыруу, жабдуулардын иштөө убактысын көбөйтөт жана операциялык чыгымдарды азайтат.
Операторлорду окутуу жана процессти оптималдаштыруу
Жакшы даярдалган операторлор жана оптималдаштырылган процесстер эскирүүнү азайтууда негизги ролду ойнойт. Операторлор төмөнкүлөргө тийиш:
- Кубаттуулукту жогорулатуу жана эскирүүнү азайтуу үчүн тоюттун туура градациясын жана тоюттун ылдамдыгын көзөмөлдөөнү колдонуңуз.
- Жабык каптал орнотуу сыяктуу майдалагыч орнотууларды тууралаңыз, эскирүүнүн ордун толтуруу үчүн жылтыргычтарды жана которуштуруу узундугун колдонуңуз.
- Туура орнотууларды камсыз кылуу үчүн жаактардын ортосундагы боштукту өлчөңүз.
- Майдалагыч бош жана мөөнөтүнөн мурда эскирбөө үчүн токтоп калганда гана тууралоолорду киргизиңиз.
- Подшипниктерди ырааттуу майлоо үчүн автоматтык майлоо системаларына ишениңиз.
- Машинанын эскиришин азайтуу жана иштөө мөөнөтүн узартуу үчүн азыктандыруу ыкмаларын жана тейлөө процедураларын түшүнүңүз.
Операторлорду окутуу жана процессти оптималдаштыруу ишенимдүү иштөөнү камсыз кылат жана майдалагыч бөлүктөрүнүн иштөө мөөнөтүн максималдуу узартат.
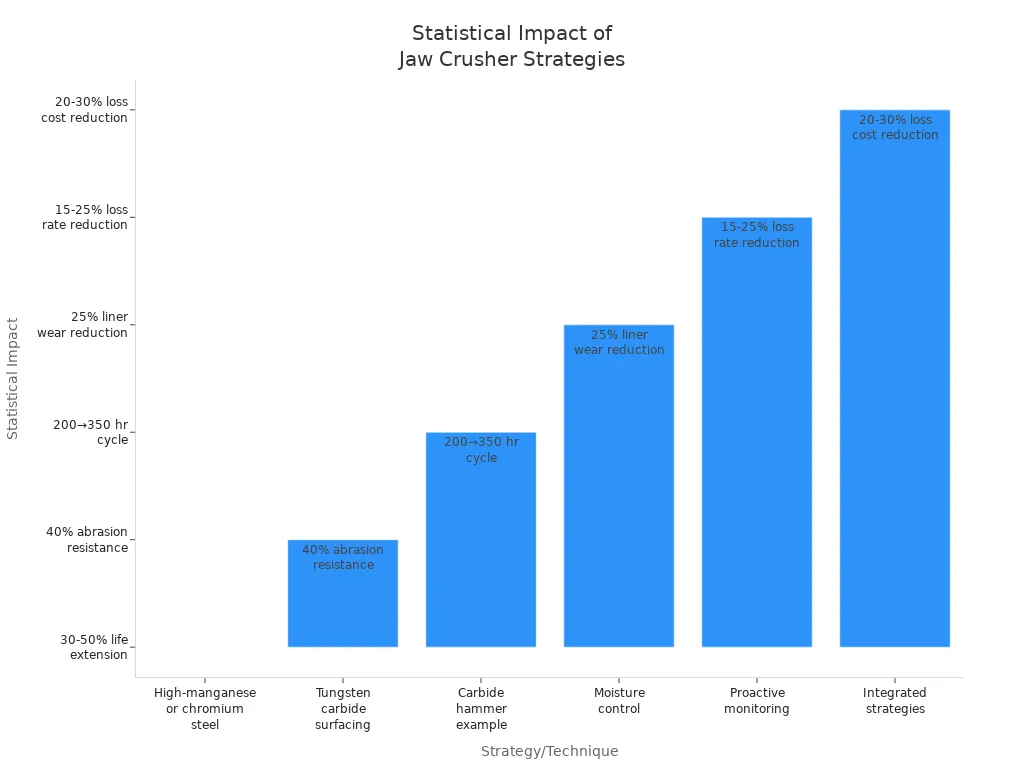
Feed материалдык касиеттери үчүн эскирүү чендерди жана кызмат мөөнөтүн айдапмайдалагыч бөлүктөрүөнөр жай шарттарында. Проактивдүү мониторингди колдонгон, эскирүүгө туруктуу материалдарды тандап, операцияларды тууралаган операторлор тетиктин иштөө мөөнөтүн 50% га чейин узартып, тейлөөгө кеткен чыгымдарды азайта алышат. Өнөр жай эталондору көрсөткөндөй, мыкты тажрыйбалар операциялык чыгымдарды 10%–20% га төмөндөтөт жана жабдуулардын иштөө мөөнөтүн 15% га узартат. Бул жакшыртуулар жогорку өндүрүмдүүлүккө жана инвестициялардын күчтүү кайтарымына алып келет.
Көп берилүүчү суроолор
Кайсы тоют материалынын касиети жаак пластинкасынын тез эскиришине себеп болот?
Катуулугу жана абразивдүүлүгү эң тез эскирүүгө алып келет. Гранит сыяктуу катуу тектер же кварцы бар минералдар жаак плиталарына каршы майдаланат. Операторлор бул материалдарды иштетүүдө тез-тез алмаштырууну көрүшөт.
Тоют материалындагы ным жаак майдалагычтын тетиктерине кандай таасир этет?
Нымдуулук бүтүп калышына жана бирдей эмес эскиришине алып келиши мүмкүн. Өзгөчө чопо менен жабышчаак материалдар майдалагычтын ичинде чогулат. Бул топтоо тетиктерге стрессти күчөтүп, тезирээк эскирүүгө алып келиши мүмкүн.
Операторлор тоюттун өлчөмүн тууралоо менен эскирүүнү азайта алабы?
Ооба. Тоюттун көлөмүн көзөмөлдөгөн жана чоң таштарды же майдаларды алып салган операторлор эскирүүнү бирдей бөлүштүрүүгө жардам берет. Бул практика жаак плитасынын иштөө мөөнөтүн узартат жана майдалагычтын натыйжалуулугун жогорулатат.
Кайсы жаак пластинасынын материалы абразивдүү тоют үчүн эң жакшы иштейт?
Марганец болотжогорку хром же TIC койгучтары менен абразивдүү эскирүүлөргө эң жакшы туруштук берет. Бул материалдар катуу жана абразивдүү таштарды иштетип, узак кызмат мөөнөтүн сунуштайт.
Операторлор жаак майдалагычтын эскирген бөлүктөрүн канчалык көп текшериши керек?
Операторлор керекэскирүүчү бөлүктөрүн текшерүүжума сайын. Үзгүлтүксүз текшерүү зыяндын алгачкы белгилерин аныктоого жардам берет. Өз убагында алмаштыруу күтүлбөгөн бузулуулардын алдын алат жана майдалагычтын үзгүлтүксүз иштешин камсыздайт.

Посттун убактысы: 17-июль-2025